




建卓越优良品质
以信誉求发展,以质量求生存。
我们是您最可信赖的天然胶体供应商!
我们是您最可信赖的天然胶体供应商!


-
安迪布朗(中国)有限公司, 传承英国AB公司具有悠久的供应最高标准的单体食品胶和复合食品品质改良剂的历史,又在中国创新开拓新产品生产基地。
AB牌单体胶和针对不同体系开发研制的系列品质改良剂,长期广泛供应世界各地食品、日化、制药工业。
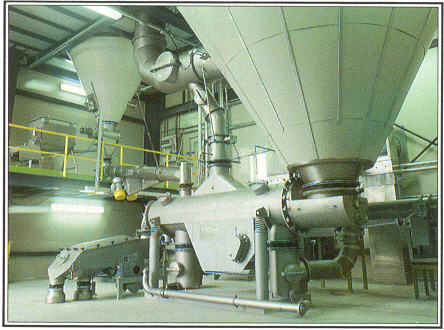
AB公司在食品品质改良剂的开发研制和生产方面具有世界领先地位。 生产工作由AB公司的在英国及新建立的中国现代化工厂进行,工艺过程经现代化手段严格控制,以保证质量。
-
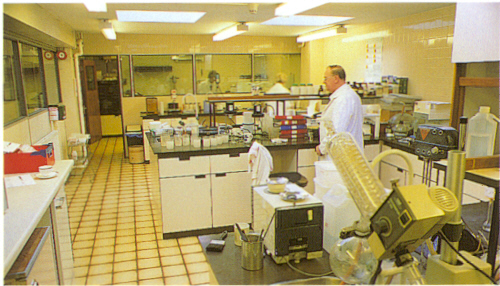
AB公司拥有丰富的经验,不仅能供应原料,还可以向客户提供更为全面和有效的服务。我们经常帮助客户确定购货规格;还提供支持性应用服务,研究您在稳定化方面遇到的难题, 迅速提供解决方法, 保证生产工作顺利进行。
AB牌品质改良剂是一系列经过严格质量控制,专门研制的天然复合胶制品。这些添加剂都兼有几种功能,在体系中可以达到任何单一添加剂都无法具备的协调效果。从而具有用量低、效果好的特点,可以在低添加量条件下,达到理想的体系稳定效果;又能保证洽当平衡及简化生产工艺。 ...... 详细>>






































欢迎进入食品添加剂网,天津食品添加剂公司,中国食品添加剂网,中国食品胶体网,这里有更多关于食品添加剂行业的最新信息供您参考。